
Silicone Rubber
From -60°C to 200°C — Silicone Rubber outperforms every conventional elastomer in temperature range, biocompatibility, and electrical insulation. Available in general purpose, FDA food grade, and medical grade in sheet and rod form. Ready stock in Johor, Malaysia with delivery.
Lim
5/26/20264 min read


Overview
Silicone Rubber is a high-performance synthetic elastomer that stands apart from all other rubber materials — both natural and synthetic — by virtue of its extraordinary temperature resistance, exceptional chemical inertness, outstanding electrical insulation properties, and unmatched biocompatibility. Unlike conventional organic rubbers whose polymer backbone is built on carbon-carbon bonds, Silicone Rubber is built on a silicon-oxygen backbone — the same fundamental chemistry found in glass and quartz — giving it a unique combination of thermal stability, chemical resistance, and biological inertness that no carbon-based elastomer can replicate.
First developed in the 1940s through the pioneering work of Corning Glass and Dow Chemical — who together founded Dow Corning specifically to commercialise silicone materials — Silicone Rubber has since become one of the most indispensable high-performance materials across the medical, food processing, semiconductor, electrical, and automotive industries worldwide. Its ability to maintain full flexibility, resilience, and functional performance across an extraordinary temperature range spanning from -60°C to 200°C continuously — and up to 250°C for short periods — places it in an entirely different performance category from all conventional elastomers.
In Malaysia's rapidly expanding high-technology industrial landscape — particularly across the semiconductor, medical device, food processing, and electrical sectors concentrated in Johor, Penang, and Kuala Lumpur — Silicone Rubber is among the most critically specified elastomeric materials. Its combination of high-temperature performance, FDA and USP compliance, excellent chemical resistance, and outstanding electrical insulation makes it irreplaceable in applications where conventional rubbers simply cannot perform reliably.
Available Grades
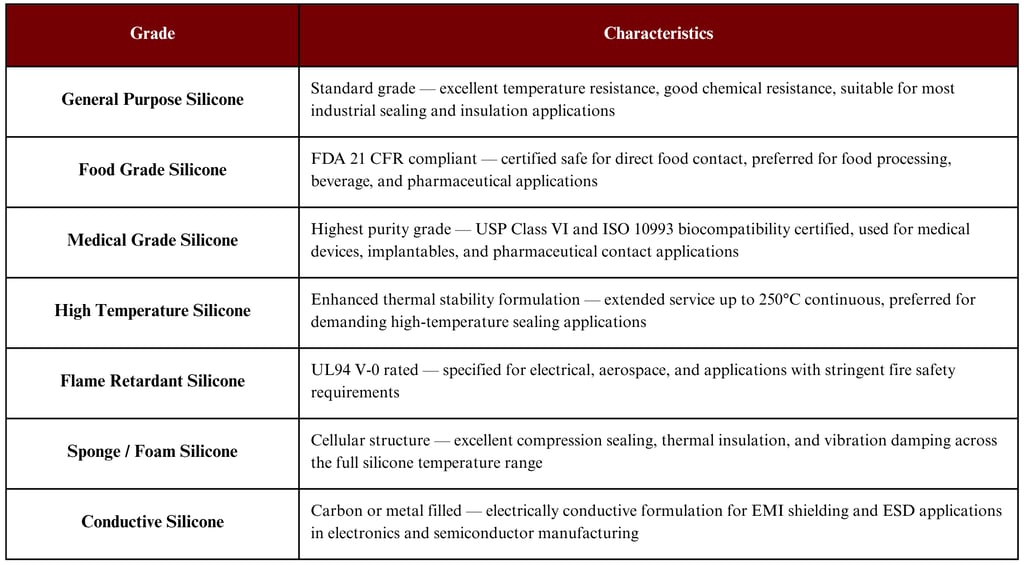
For general industrial sealing and insulation applications, General Purpose Silicone is the standard specification. For food and beverage applications, FDA Grade Silicone is mandatory. For semiconductor and electronics applications requiring static control, Conductive Silicone is increasingly specified across Johor's growing tech manufacturing sector.
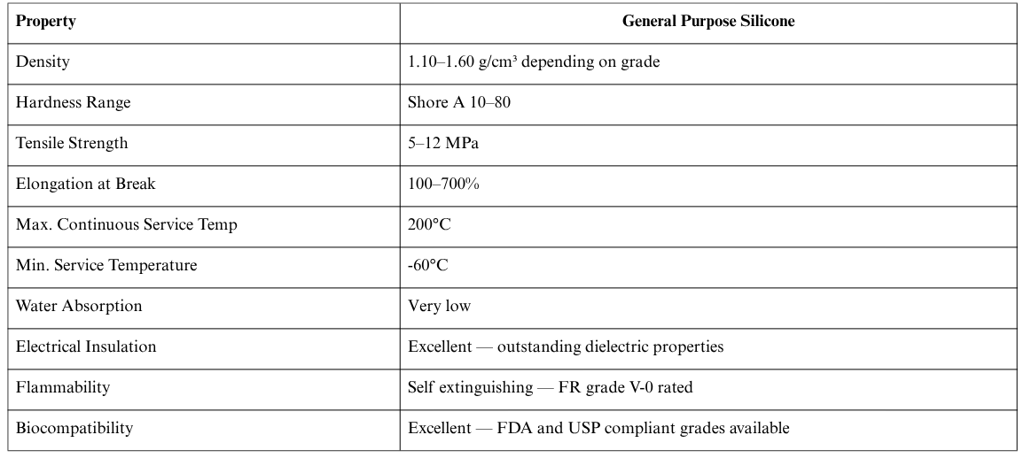
Key Properties
Temperature Resistance
Silicone Rubber's thermal performance is unmatched among all elastomeric materials — maintaining full flexibility, resilience, and functional performance across a temperature range that no other rubber can approach.
Continuous service temperature: Up to 200°C — dramatically exceeding Neoprene (120°C), PU (100°C), and Natural Rubber (80°C)
Short term peak temperature: Up to 250°C for brief periods without structural failure
Low temperature performance: Retains full flexibility and sealing performance down to -60°C — the best low temperature performance of any common elastomer, making it suitable for cryogenic adjacent applications and cold chain environments
Thermal stability: Exceptional long-term thermal stability with minimal hardness change, compression set, or property degradation over extended service at elevated temperatures — critical for seals and gaskets in high-temperature process environments
Not recommended for: Continuous exposure above 200°C — at these temperatures even standard Silicone begins to degrade. Specify High Temperature Silicone for continuous service between 200°C and 250°C
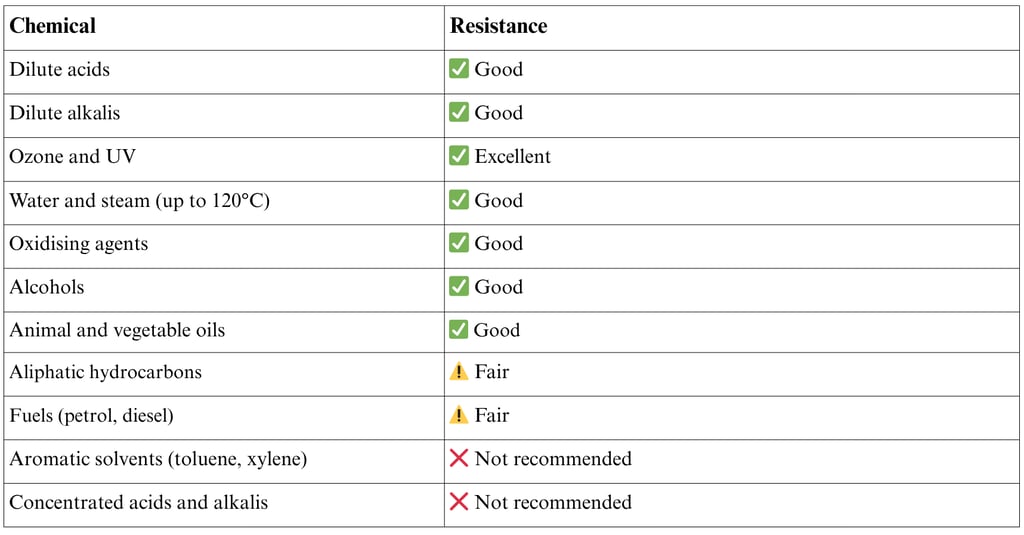
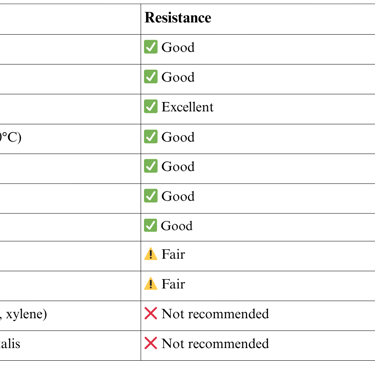
Chemical Resistance
Silicone Rubber offers good to excellent resistance across a broad range of chemicals — particularly strong in resistance to oxidising chemicals, ozone, UV, and weathering, though less resistant to fuels and oils than Neoprene or Nitrile.
How Silicone Compares to Similar Materials
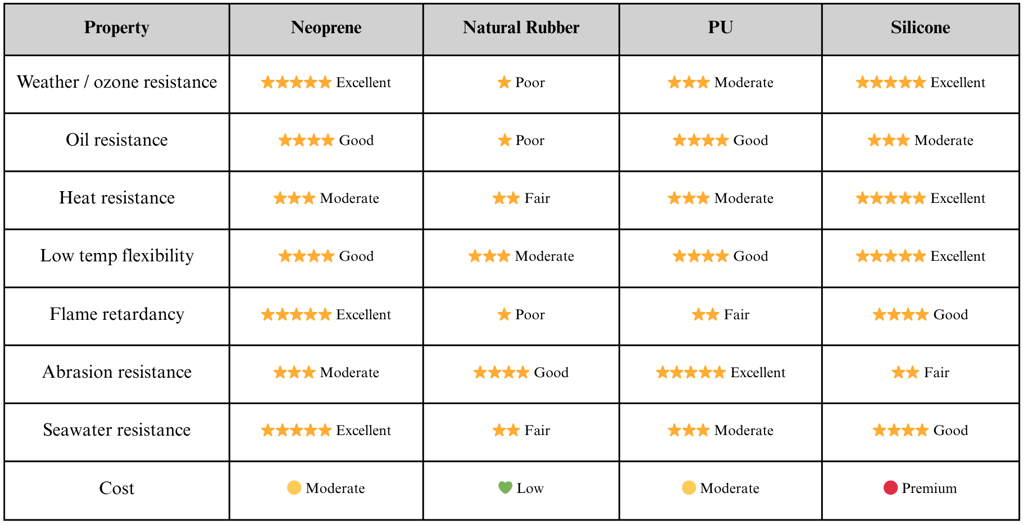

Silicone vs Neoprene — Silicone is the clear choice when temperature extremes, food safety, biocompatibility, or electrical insulation are the primary requirements. Neoprene outperforms Silicone in oil resistance, abrasion resistance, mechanical strength, and cost — making it the preferred choice for general industrial sealing, marine, and oil-exposed applications. For outdoor sealing below 120°C where food safety is not a concern, Neoprene is the more cost-effective specification.
Silicone vs PU — PU decisively outperforms Silicone in abrasion resistance, tear strength, and load bearing capacity — making it the superior choice for mechanical wear applications. Silicone outperforms PU in heat resistance, food safety, biocompatibility, and electrical insulation. For high-temperature sealing, food contact, and medical applications, Silicone is irreplaceable. For mechanical wear components, PU is the better and more cost-effective choice.
Silicone vs Natural Rubber — Natural Rubber offers better resilience, dynamic fatigue resistance, and significantly lower cost — but falls short of Silicone in virtually every other performance category. For demanding applications involving temperature extremes, chemical exposure, food contact, or electrical insulation requirements, Silicone is the necessary upgrade regardless of cost considerations.
Common Applications
Silicone Rubber's unmatched combination of thermal stability, biocompatibility, electrical insulation, and chemical resistance makes it irreplaceable across Malaysia's most demanding and highest-value industrial and commercial applications:
Food and beverage processing — FDA compliant seals, gaskets, tubing, conveyor belts, baking moulds, food contact rollers, high-temperature cooking equipment seals
Semiconductor and electronics — high-temperature process seals, electrical insulation components, EMI shielding gaskets, conductive silicone for ESD applications, cleanroom sealing components
Medical and pharmaceutical — USP Class VI medical grade tubing, implantable device components, pharmaceutical process seals, sterile fluid handling, medical equipment gaskets
Electrical and power — cable insulation, transformer seals, switchgear gaskets, high-voltage insulation components, connector seals
Automotive — high-temperature engine seals, turbocharger hoses, exhaust system gaskets, EV battery seals, under-bonnet electrical insulation
HVAC and building services — high-temperature duct seals, expansion joint gaskets, fire rated sealing systems, building facade weatherseals
General industrial — high-temperature gaskets, oven door seals, autoclave seals, steam resistant sealing components
Why Choose Us
We stock Silicone Rubber sheet and rod in general purpose and speciality grades across a comprehensive range of sizes and colours, available for immediate dispatch from our Johor base with nationwide delivery. With Malaysia's food processing, semiconductor, medical device, and electrical industries driving consistent demand for high-quality silicone materials, we maintain reliable stock availability across all major grades with competitive pricing and fast turnaround.
Whether you need FDA grade Silicone sheet for a food processing application or high-temperature Silicone rod for an industrial sealing component, we supply with consistent quality and fast delivery.
📲 Contact us for pricing, availability, and custom sizing.
Pom Metal & Plastic Engineering
Providing reliable industrial materials in Johor Bahru since 1994
Engineering
Service
pommetal@hotmail.com
+607-3535191
Copyright © 2025 Pom Metal & Plastic Engineering. No unauthorised reproduction without permission. All rights reserved.